Станок для изготовления профнастила своими руками
Сегодня профнастил все чаще пользуется популярностью у тех, кто строит современные здания, возводит ограждения, надежно укрепляет перегородки, обновляют вид старых построек. Также с профилированной сталью стают доступными широкие возможности по возведения оригинальной крыши жилого дома или офисного здания. Благодаря высокому качеству стали для проката профлист может использоваться во время строительства таких сооружений как склады и ангары.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;
• кровля для зданий разного назначения;
• изготовление опалубки;
• установка перегородок и ограждений.
Самостоятельная сборка станка для изготовления профлиста своими руками
Станок для изготовления профлиста своими руками — чертежи
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Здесь следует взять во внимание то, что на домашнем ручном станке не удастся выпускать профлисты слишком большой толщины – возможный максимум составляет примерно 5 мм.
Чертежи станков для работы с профнастилом
изготовления профлиста своими руками-чертежи
Как подготовить опоры и стол для подачи заготовок
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Как установить прокатные валы и запустить приспособление
Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Изготовление приспособления для изготовления профнастила в домашних условиях
Не так давно мы обращались в компанию Krovelson (их сайт https://www.krovelson.ru/) и Вам рекомендуем, так как остались самые положительные впечатление. Это комплексный поставщик материалов и всей сопутствующей продукции для строительства зданий и производства металлоконструкций (профнастил, профильные трубы, уголок). Максимальное удобство приобретения продукции для клиентов, обеспечивают кратчайшие сроки от момента обращения до отгрузки продукции.
Станок для профлиста своими руками
Главная » Разное » Станок для профлиста своими руками
Как сделать самодельный станок для изготовления профлиста своими руками
Работа самодельного станка
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
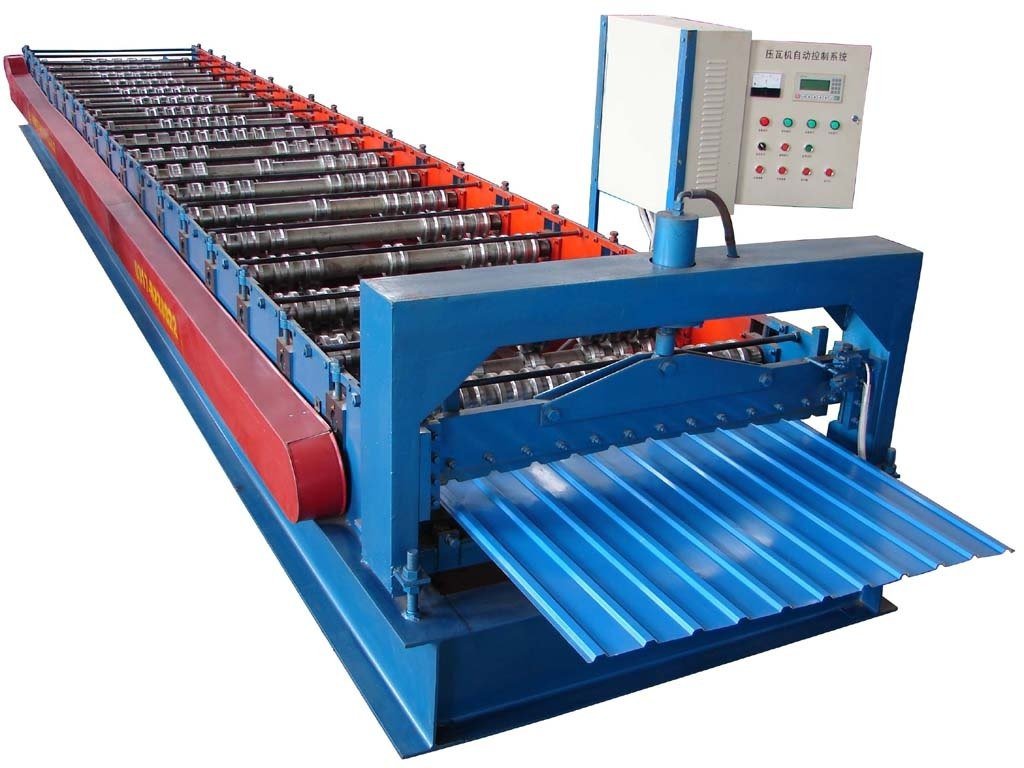
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.


Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Чертежи для изготовления станка своими руками
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
Цена, тыс. руб руб | 2100-2620 | 2200-2780 | 2270-2880 |
C8 C10-40C МП-20 Профиль C8 Профиль C10-40C Профиль МП-20
Станок для изготовления профнастила своими руками
Станки и инструменты /15-мар,2018,12;54 / 5288 Сегодня профнастил все чаще пользуется популярностью у тех, кто строит современные здания, возводит ограждения, надежно укрепляет перегородки, обновляют вид старых построек. Также с профилированной сталью стают доступными широкие возможности по возведения оригинальной крыши жилого дома или офисного здания. Благодаря высокому качеству стали для проката профлист может использоваться во время строительства таких сооружений как склады и ангары.Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;• кровля для зданий разного назначения;• изготовление опалубки;• установка перегородок и ограждений.
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.Здесь следует взять во внимание то, что на домашнем ручном станке не удастся выпускать профлисты слишком большой толщины – возможный максимум составляет примерно 5 мм.
изготовления профлиста своими руками-чертежиЧтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол. Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага. Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Не так давно мы обращались в компанию Krovelson (их сайт https://www.krovelson.ru/) и Вам рекомендуем, так как остались самые положительные впечатление. Это комплексный поставщик материалов и всей сопутствующей продукции для строительства зданий и производства металлоконструкций (профнастил, профильные трубы, уголок). Максимальное удобство приобретения продукции для клиентов, обеспечивают кратчайшие сроки от момента обращения до отгрузки продукции.
Это комплексный поставщик материалов и всей сопутствующей продукции для строительства зданий и производства металлоконструкций (профнастил, профильные трубы, уголок). Максимальное удобство приобретения продукции для клиентов, обеспечивают кратчайшие сроки от момента обращения до отгрузки продукции.
Станок своими руками профнастил – Ручной станок для производства профнастила своими руками
alexxlab | 08.06.2018 | 0 | Вопросы и ответы
Ручной станок для производства профнастила своими руками
Содержание статьи:
Работа самодельного станка
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
Прокатный вал
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Чертежи для изготовления станка своими руками
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
Цена, тыс. руб руб | 2100-2620 | 2200-2780 | 2270-2880 |
stanokgid.ru
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
 Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
met-all.org
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Похожие статьи
stroyremned.ru
Ручной станок для профнастила: преимущества и технические характеристики
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Оглавление статьи:
Ручной станок для профнастила — в чем достоинства такого решения?
В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастила
Станок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.

Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристики
Станок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.
Коллектив oprofnastile. ru
ru
Читайте по теме:
oprofnastile.ru
Листогиб своими руками: конструкции, чертежи, описания
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Содержание статьи
Есть три вида листогибочных станков:
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
 Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).

Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
stroychik. ru
ru
ручной станок для изготовления своими руками и оборудование для проката профлиста
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру НТК!
ntkzavod.com.ua
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Содержание:
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Похожие статьи
www.sibear.ru
Станок для изготовления профлиста своими руками — ooo-asteko.ru
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Читайте также Орских листогибочных станков
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Источник: http://www.sibear.ru/information/stanok-dlja-proizvodstva-profnastila-svoimi-rukami.htm
Станок для профнастила: виды, процесс изготовления стана
Компания «Русская Ограда». Мы занимаемся установкой заборов, ворот (в том числе автоматических), установкой столбов и линий ЛЭП по всей Москве и Московской области. Звоните: +7 (495) 762-97-99 c 09:00 до 21:00 ежедневно.
Станок для профнастила давно уже перестал быть инструментом исключительно для промышленных целей. Стан такого рода сможет изготовить любой желающий, затратив, при этом минимум средств и используя максимум подручных материалов.
Стан такого рода сможет изготовить любой желающий, затратив, при этом минимум средств и используя максимум подручных материалов.
Как различаются между собой станки?
Согласно технологии, металл может быть подвержен двум типам обработки: холодной и горячей. Однако все, без исключения станки обрабатывают металл исключительно при комнатной температуре. Этот фактор существенно удешевляет производство и делает станок сравнительно безопасным для операторов.
Автоматизированные прокатные станки
Станок такого рода представляет собой не отдельное устройство, а линию производства профнастила, соединенную в определенном порядке. Среди участвующих в процессе выработки устройств можно выделить:
- Разматыватель бухты;
- Прокатный стан;
- Ножницы;
- Система автоматического управления процессом;
- Приемное устройство.
С помощью такой конструкции можно создать любую геометрию профиля и получить высококачественный материал без перекатов и неровностей. Следствие этого – практически полное отсутствие брака. Единственный минус автоматизированной линии – это ее высокая цена. Позволить себе устройство такого рода сможет лишь профильная организация. Приобретать линию для личных целей не имеет смысла, так как она попросту не оправдает затраченных средств.
Следствие этого – практически полное отсутствие брака. Единственный минус автоматизированной линии – это ее высокая цена. Позволить себе устройство такого рода сможет лишь профильная организация. Приобретать линию для личных целей не имеет смысла, так как она попросту не оправдает затраченных средств.
Передвижной станок для профнастила
Передвижные станы выбирают для себя в основном строительные бригады, постоянно работающие на различных объектах.В своем большинстве передвижные станки устанавливаются прямо на стройплощадке, при работе над крупными объектами. Так, например, обшивая профлистом ангар, можно будет существенно сэкономить на транспортировке металла.
Ручной прокатный стан
Ручной станок для профнастила применяется в основном для небольших производств. Изготавливать гофрированные листы можно без использования электричества, так как ключевую роль в этом процессе играет исключительно физическая сила операторов.
Однако на таком стане целесообразнее будет работать с обыкновенным оцинкованным профилем. Металл с полимерным и лакокрасочным покрытием на них не обрабатывается.
Металл с полимерным и лакокрасочным покрытием на них не обрабатывается.
Еще одним преимуществом ручного стана является простота его сборки. Сделать такое устройство для собственных целей сможет любой желающий, умеющий безукоризненно выполнять предписания инструкции.
Процесс изготовления стана
Прежде чем начинать работы по изготовлению ручной линии производства профнастила, необходимо запастись следующим набором инструментов:
- Сварочный аппарат;
- Болты, гайки и швеллера;
- Металлические трубы и уголки;
- Петли и шарниры.
Все компоненты с легкостью можно найти в любом строительном магазине по сравнительной низкой цене. Однако прежде чем приступать к непосредственному изготовлению, важно хорошо разобраться со схемой, на основании которой и будет собираться станок.
Подготовка заготовок
Конструкция самодельного листогиба состоит из нескольких элементов: основания устройства, прижима и пуансона, на котором будет крепиться ручка-рычаг. Сначала необходимо подготовить основание. Для этих целей лучше всего взять швеллер – легкий и, в тоже время, прочный металлический профиль, имеющий П-образную форму.
Сначала необходимо подготовить основание. Для этих целей лучше всего взять швеллер – легкий и, в тоже время, прочный металлический профиль, имеющий П-образную форму.
Длина такого основания – не более 500 мм для металла маркировкой №8, которая обозначает расстояние между внешними гранями швеллера. Аналогичный профиль должен выбираться и для изготовления прижима, однако здесь будет достаточно швеллера №5. При этом следует учитывать и тот факт, что прижим должен быть немного короче основания – хотя бы на 50-70 мм.
Крайне серьезно следует подойти и к выбору материала для пуансона – элемента конструкции, с помощью которого и будет осуществляться штамповка металла. Для него предпочтительнее выбирать металлический уголок №5. Из такого же уголка будут выполнены и щечки листогиба, представляющие собой боковые стороны изделия.
Далее, на расстоянии 30 мм от концов основания высверливаются два отверстия, диаметром около 8,5 мм. Именно в них впоследствии будут установлены винты струбцины для того, чтобы закрепить конструкцию.
Процесс сбора конструкции
Подготовив все компоненты, можно приступать и к непосредственному сбору изделия. Изначально и основание, и пуансон складываются воедино и зажимаются в тисках для того, чтобы избежать перекоса. Однако для того, чтобы облегчить дальнейшую установку крепежных элементов, по торцу пуансона рекомендуется снять фаску длиной около 30 мм и параметрами 7х45°.
Далее на ось пуансона необходимо надеть щечки, закрепить которые можно посредством сварки или с помощью нескольких саморезов. Однако прежде чем окончательно монтировать прижим, рекомендуется провести несколько пробных гибок тонкого листа металла. После этого, при необходимости, корректируется положение щечек, и они привариваются к торцам основания.
Как осуществить сборку
В процессе установки участвуют следующие компоненты:
- Струбцина – крепежный элемент, позволяющий надежно фиксировать листогиб на поверхности;
- Щечки, являющиеся ограничителем длины металла;
- Непосредственно основание;
- Металлический уголок, с помощью которого будет крепиться конструкция;
- Прижимная балка;
- Ось пуансона, с помощью которой будет осуществляться его движение;
- Сам пуансон.

Завершающий этап – стационарное крепление прижима, в котором рассверливаются отверстия размером около 8,5 мм. После этого прижим крепится к основанию болтами, а шероховатости спиливаются с помощью болгарки. Сделать это необходимо для того, чтобы избежать появления неровностей и шероховатостей на готовом изделии.
В случае если предстоит работа с металлом, толщина которого составляет более 10 мм, рекомендуется предварительно нагреть места предполагаемых сгибов. Это существенно облегчит работу и исключит вероятность образования трещин на металле.
Практическое изготовление листогиба
Запомнить:
(1 в среднем: 5,00 из 5)
Источник: http://rusograda.ru/zabory/stanok-dlya-profnastila
О производстве профнастила: технология, оборудование для изготовления
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Читайте также 2м112 станок сверлильный производитель
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра.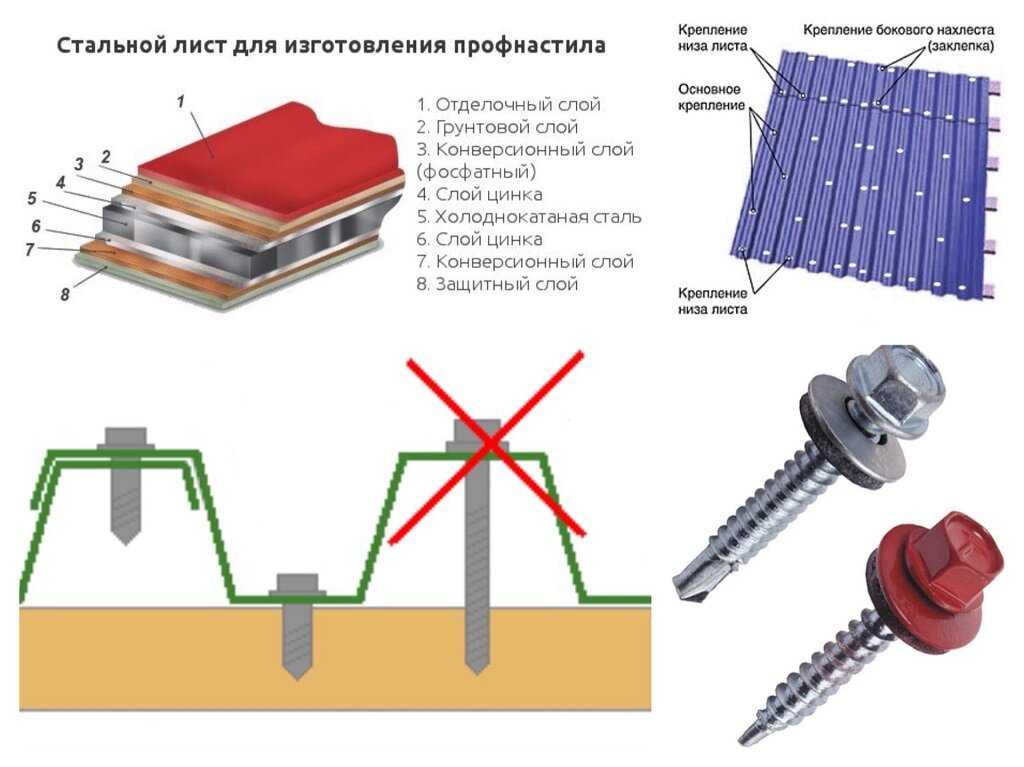 При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру НТК!
Источник: https://ntkzavod.com.ua/stati/o-proizvodstve-profnastila-tehnologiya-oborudovanie-dlya-izgotovleniya/
Как сделать самодельный станок для изготовления профлиста своими руками
Работа самодельного станка
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
Цена, тыс. руб руб | 2100-2620 | 2200-2780 | 2270-2880 |
C8 C10-40C МП-20 Профиль C8 Профиль C10-40C Профиль МП-20
Источник: http://StanokGid.ru/specializirovannyj/profnastil-stanok-svoimi-rukami.html
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка.
Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы.
Читайте также Самодельный станок для правки литых дисков
В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины.
Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды.
Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции.
Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима.
Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах.
Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины.
Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины.
В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
 Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования.
При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Источник: http://met-all.org/oborudovanie/prochee/stanok-dlya-proizvodstva-profnastila-proizvodstvo-proflista.html
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.


Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
 youtube.com/embed/O6b04-vJoYY»>
youtube.com/embed/O6b04-vJoYY»> Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Станок для производства профнастила: виды, изготовление своими руками
- Свойства профнастила
- Типы оборудования для производства профнастила
- Структура производственных линий
- Как изготовить станок для производства профлистов
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
 Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
 Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке.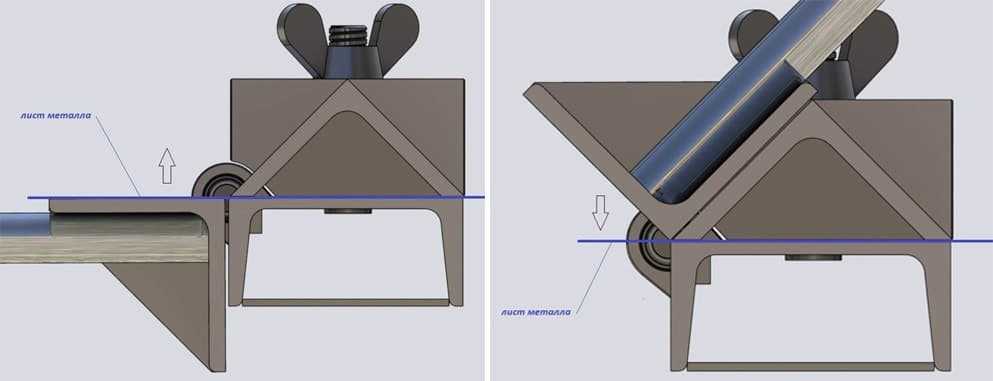 Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
 youtube.com/embed/z8Z676hTxm8″/>
youtube.com/embed/z8Z676hTxm8″/>
Самодельный станок для профнастила своими руками. Производство профлиста – какое оборудование используется? Подготовка опор и стола для подачи заготовок
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.

При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
1.
2.
3.
Профилированные листы из металла или профнастил довольно часто используется в строительстве. Материал является одновременно надежным и недорогим. Как правило, профнастил используют при монтаже временного сооружения (к примеру, складского ангара). Материал также применяют в процессе монтажа кровли и при облицовочных работах. Производство профнастила не предполагает больших трат. Некоторые строительные компании осуществляют изготовление материала прямо на площадках.
Виды оборудования для производства профнастила:
- механические листогибы;
- пневматические;
- гидравлические;
- магнитные;
- полуавтоматические;
- автоматические производственные линии.
Механические листогибы
Для изготовления профилированной поверхности металлического листа используется метод холодной штамповки. Но для начала необходимо подобрать несколько листов с ранее нанесенным цинковым или полимерным покрытием.
Существует специальный станок, на котором изготавливают профнастил в штучном количестве. На нем, в частности, можно гнуть доборные элементы – коньки, ендовы, фартуки и небольшие листы профнастила.
Чтобы привести такой станок в действие – требуется мускульная сила человека.
Рассмотрим технические возможности металлов для обработки:
- Толщина стали не должна превышать 1 миллиметра;
- Максимальная длина листа должна составлять около 2 метров;
- Угол изгиба должен быть равен 150 градусам.
Поместите лист на оборудованном столе, прижмите его планкой и при помощи рычага гните нужный профиль. Ручной станок для производства профнастила относительно недорогой и не занимает много места. Этот станок не подходит для сгибания профилей на полимерных листах, так как можно повредить защитный слой. Уязвимые места покроются ржавчиной, и лист будет протекать.
Механизированные листогибы
Механизированное оборудование представлено пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Пневматический станок включает в себя пуансон. С помощью этого приспособления металлический лист вдавливается в матрицу. Для приведения пуансона в действие необходим сжатый воздух. Мощность такого станка существенно выше, чем у ручного. Это позволяет с углом изгиба в 90 градусов, а также автоматически рассчитать длину и толщину.
С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: » «). Вместе с этим обеспечивается производство больших объемов профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Технология изготовления профнастила
Для того чтобы выпустить большую партию профилированных листов с различными характеристиками – используется метод холодного проката.
Производственная линия включает в себя:
- разматыватель;
- прокатный станок;
- ножницы;
- устройство для приема;
- систему автоматического управления процессом.
С помощью универсальных технологий по производству профилированного настила промышленным способом, можно изготовить все профили на одном листе.

Преимуществами такого метода является:
- Отсутствие перекатов и ошибок в геометрии.
- Точная геометрия каждого профиля.
- Равномерное напряжение металла по длине и ширине, а также высокое качество работы (линии профиля не трескаются).
Ручной станок для производства профнастила, смотрите на видео:
Производить и продавать профнастил довольно выгодно. Именно поэтому станки пользуются такой популярностью у различных предприятий.
Оборудование устанавливается в отдельных цехах, в которых должны соблюдаться определенные требования:
- Использование грузоподъемного устройства, которое устанавливает рулоны на разматыватель. Вручную этот процесс осуществить невозможно.
- Минимальная температура в цеху должна составлять +4 градуса. Это связано с тем, что покрытия из полимеров дают трещины при более низкой температуре.
- Наличие площадей под рулоны, изготовленные заказы и другой материал.
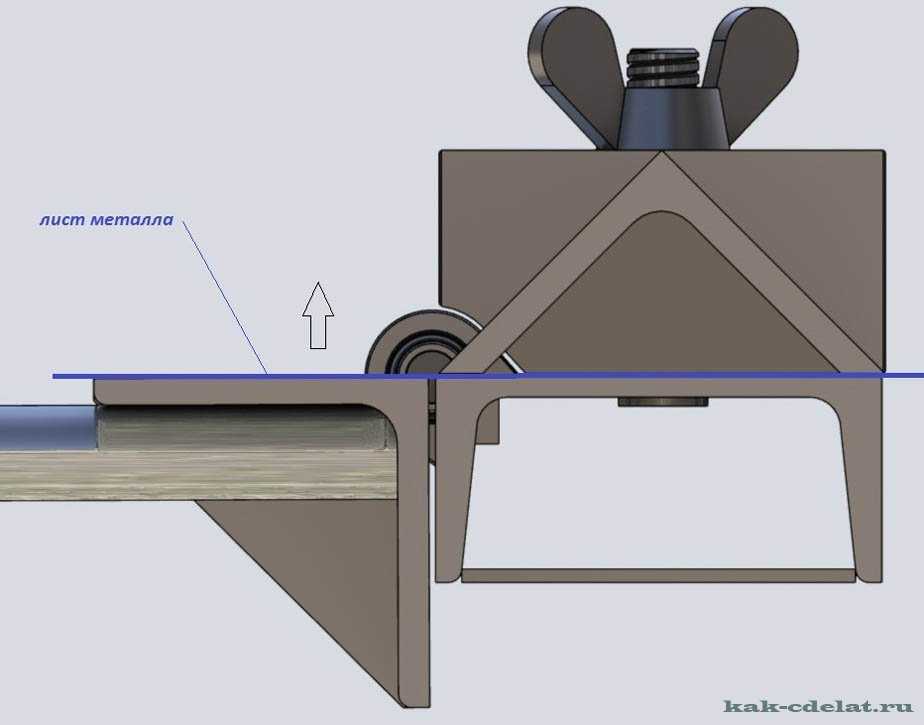
Если вы решили использовать профилированные листы для монтажа кровли, то не забывайте о звукоизоляции. Потому что во время дождя металл довольно сильно шумит. Профлисты можно приобрести прямо на заводах-изготовителях. Кроме того, вы можете обратиться в специализированные магазины, которые кроме продажи материала, обеспечат его бесплатную доставку. Если вы приобретаете профнастил на заводе – то, скорее всего, сами осуществите транспортировку материала. В любом случае, перед покупкой профилированных листов, важно просмотреть фото- и видеоматериалы интернета. Из них вы узнаете, например, как работает листогиб ручной для профнастила.
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется , также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
В зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
 Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Сегодня лидером среди изделий из тонколистового стального проката, несомненно, является профнастил. Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций. По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций. По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
В промышленности он известен как профилированный или гофрированный лист. Главной функцией, которую должно выполнять оборудование для изготовления профнастила, является придание металлу определенной формы при механическом воздействии на заготовку давлением.
Если выразится проще, станок для изготовления профнастила делает из гладкого листа – профильный.
Станок для профнастила
Различают горячую и холодную промышленную обработку металлов давлением. Прокатный станок для профнастила работает при температуре окружающего воздуха и не требует нагрева исходного материала, т.е. использует холодный метод обработки сырья.
Линии и станки для производства профнастила выполняют 2 основные операции: прокат и резку. На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
Производители выпускают профнастил различных модификаций. От типа и вида зависит и область его применения. Для каждой модели, в зависимости от высоты профиля, которой характеризуется профнастил, оборудование для его производства будет развивать разное усилие давления.
Оборудование для производства профнастила можно классифицировать по степени механизации производства. Различают ручное, передвижное и автоматизированное оборудование для профнастила.
Ручные станки для профнастила применяются для изготовления небольших по размерам и количеству гофрированных изделий. Все технологические операции выполняются при помощи физической силы оператора без использования электроэнергии. Ручной станок для производства профнастила, цена на который сравнительно невысока, находит свое использование в основном при изготовлении доборных элементов из оцинкованного материала в металлообрабатывающих мастерских и в строительных организациях. Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Вернуться к оглавлению
Ручные станки для профнастила
Передвижное оборудование предназначено для организации производства профлиста непосредственно на строительной площадке. Так оборудование для производства арочного профнастила активно используется при строительстве складских помещений, аэродромных ангаров, зерновых хранилищ и прочих сооружений, имеющих в проекте арочные элементы. Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Вернуться к оглавлению
Оборудование арочный профнастил
Автоматизированное оборудование для производства профнастила, цена которого складывается из стоимости его отдельных комплектующих, представляет собой автоматическую или полуавтоматическую линию, состоящую из комплекта станков и механизмов, смонтированных в определенном порядке.
Сам технологический процесс выглядит следующим образом:
- Тонколистовая горячеоцинкованная сталь в виде рулона закрепляется на консольном разматывателе.
- Исходный материал в виде ленты направляется на профилирующий прокатный стан, имеющий в своем составе несколько пар клетей. Качество получаемого профлиста напрямую зависит от их количества. Каждая отдельная клеть имеет 2 набора роликов заданной геометрии, которые закреплены соответственно на верхнем и нижнем валу.
- Профлист при последовательном прохождении через клети постепенно приближается к намеченной геометрии изделия.
Вернуться к оглавлению
Производство профнастила оборудование
Оборудование для производства профилированного листа может комплектоваться просечными электромеханическими ножницами, рольгангами или штабелерами, а также системой автоматического управления, оборудованной сенсорным пультом. Некоторые изготовители оборудования для профнастила дополняют комплект измерительным зажимным устройством, столом и ножницами для резки кромок, устройством для сбора и удаления отходов.
В составе стандартной линии производства профлиста имеются:
- Консольный разматыватель рулона исходного сырья – оцинкованного листа с покрытием (грузоподъемность этого механизма может достигать 10 т).
- Прокатный стан для выполнения профилировки гладкого листа (оптимально иметь одновременную схему прокатки со скоростью не менее 22 м/п в мин).
- Гильотинные ножницы с ножами имеющие форму профиля листа.
- Приемное устройство для готовой продукции.
- Автоматизированная система, управляющая производственными процессами.
Кроме указанного оборудования, для организации производства профнастила потребуется отапливаемое помещение, в котором есть кран-балка и выполнено ровное покрытие промышленного пола.
Консольный разматыватель рулона, грузоподъемностью до 10 тонн, предназначается для выполнения размотки металла из ленты и его подачи в прокатный стан производственной линии. Устройство оборудуется автоматикой, позволяющей контролировать провисание петли материала между прокатным станом и непосредственно размотчиком.
Прокатный стан является основным элементом и главным механизмом в комплекте оборудования для производства профнастила. Именно с его помощью происходит получение заданного профиля из гладкой заготовки. В своем составе стан имеет рабочие прокатные клети, которые и выполняют последовательную гибку профлиста. Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Гильотинные ножницы предназначаются для отрезания полученного профилированного листа в назначенный оператором размер. Геометрия ножей ножниц полностью повторяет геометрию изделия, что обеспечивает качественный разрез без загибов и заусенцев. Для обеспечения высокой жесткости всей конструкции ножницы монтируются на единой с прокатным станом раме.
Приемное устройство предназначено для формирования пачек готовой продукции. Длина данного элемента линии зависит от вида профнастила.
Автоматизированная управляющая система связывает в единую сеть все устройства линии, контролирует ее работу, возникновение внештатных и аварийных ситуаций и обеспечивает управление всем комплексом с центрального операторского пульта.
В целом же вложение финансовых средств в производство профнастила, по мнению многих экспертов вполне экономически оправдано. Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам.
Конечно, в целях экономии можно приобрести оборудование для производства профнастила БУ, но в этом случае стоит внимательно изучать предложение и его техническое состояние, так как многие производители, обновляя производственный парк, выставляют на продажу станки находящееся на грани выработки своего ресурса.
Эти же рекомендации относятся и к оборудованию для производства профнастила из Китая. Среди заслуживающих внимания экземпляров иногда встречаются и откровенные имитации известных марок, не имеющих ничего общего с оригинальными станками.
1.
2.
3.
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.
Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.
Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
После этого выбираются цвет и толщина будущего материла.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. возможно в виде профилирования, то есть материал приобретает профильную форму.

Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.
Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей. Это влияет на качество продукции.
- После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
 Это влияет на качество продукции.
Это влияет на качество продукции.Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Профнастил своими руками станок. Производство профлиста – какое оборудование используется? Прокатные станки для производства профнастила
Сегодня профнастил все чаще пользуется популярностью у тех, кто строит современные здания, возводит ограждения, надежно укрепляет перегородки, обновляют вид старых построек. Также с профилированной сталью стают доступными широкие возможности по возведения оригинальной крыши жилого дома или офисного здания. Благодаря высокому качеству стали для проката профлист может использоваться во время строительства таких сооружений как склады и ангары.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
возведение стен разного вида сооружений;
кровля для зданий разного назначения;
изготовление опалубки;
установка перегородок и ограждений.
Самостоятельная сборка станка для изготовления профлиста своими руками
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Здесь следует взять во внимание то, что на домашнем ручном станке не удастся выпускать профлисты слишком большой толщины – возможный максимум составляет примерно 5 мм.
Чертежи станков для работы с профнастилом
Как подготовить опоры и стол для подачи заготовок
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Как установить прокатные валы и запустить приспособление
Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
1.
2.
3.
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.
Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.

Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. возможно в виде профилирования, то есть материал приобретает профильную форму.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.

Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей. Это влияет на качество продукции.
- После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Листогиб — проекция сбоку
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
- К укосинам приварить гайку болта.
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.


Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
В данном самодельном станке для гибки листового металла есть много особенностей:
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.

Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Сегодня лидером среди изделий из тонколистового стального проката, несомненно, является профнастил. Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций. По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций. По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
В промышленности он известен как профилированный или гофрированный лист. Главной функцией, которую должно выполнять оборудование для изготовления профнастила, является придание металлу определенной формы при механическом воздействии на заготовку давлением.
Если выразится проще, станок для изготовления профнастила делает из гладкого листа – профильный.
Станок для профнастила
Различают горячую и холодную промышленную обработку металлов давлением. Прокатный станок для профнастила работает при температуре окружающего воздуха и не требует нагрева исходного материала, т.е. использует холодный метод обработки сырья.
Линии и станки для производства профнастила выполняют 2 основные операции: прокат и резку. На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
Производители выпускают профнастил различных модификаций. От типа и вида зависит и область его применения. Для каждой модели, в зависимости от высоты профиля, которой характеризуется профнастил, оборудование для его производства будет развивать разное усилие давления.
Оборудование для производства профнастила можно классифицировать по степени механизации производства. Различают ручное, передвижное и автоматизированное оборудование для профнастила.
Ручные станки для профнастила применяются для изготовления небольших по размерам и количеству гофрированных изделий. Все технологические операции выполняются при помощи физической силы оператора без использования электроэнергии. Ручной станок для производства профнастила, цена на который сравнительно невысока, находит свое использование в основном при изготовлении доборных элементов из оцинкованного материала в металлообрабатывающих мастерских и в строительных организациях. Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Вернуться к оглавлению
Ручные станки для профнастила
Передвижное оборудование предназначено для организации производства профлиста непосредственно на строительной площадке. Так оборудование для производства арочного профнастила активно используется при строительстве складских помещений, аэродромных ангаров, зерновых хранилищ и прочих сооружений, имеющих в проекте арочные элементы. Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Вернуться к оглавлению
Оборудование арочный профнастил
Автоматизированное оборудование для производства профнастила, цена которого складывается из стоимости его отдельных комплектующих, представляет собой автоматическую или полуавтоматическую линию, состоящую из комплекта станков и механизмов, смонтированных в определенном порядке.
Сам технологический процесс выглядит следующим образом:
- Тонколистовая горячеоцинкованная сталь в виде рулона закрепляется на консольном разматывателе.
- Исходный материал в виде ленты направляется на профилирующий прокатный стан, имеющий в своем составе несколько пар клетей. Качество получаемого профлиста напрямую зависит от их количества. Каждая отдельная клеть имеет 2 набора роликов заданной геометрии, которые закреплены соответственно на верхнем и нижнем валу.
- Профлист при последовательном прохождении через клети постепенно приближается к намеченной геометрии изделия.
Вернуться к оглавлению
Производство профнастила оборудование
Оборудование для производства профилированного листа может комплектоваться просечными электромеханическими ножницами, рольгангами или штабелерами, а также системой автоматического управления, оборудованной сенсорным пультом. Некоторые изготовители оборудования для профнастила дополняют комплект измерительным зажимным устройством, столом и ножницами для резки кромок, устройством для сбора и удаления отходов.
В составе стандартной линии производства профлиста имеются:
- Консольный разматыватель рулона исходного сырья – оцинкованного листа с покрытием (грузоподъемность этого механизма может достигать 10 т).
- Прокатный стан для выполнения профилировки гладкого листа (оптимально иметь одновременную схему прокатки со скоростью не менее 22 м/п в мин).
- Гильотинные ножницы с ножами имеющие форму профиля листа.
- Приемное устройство для готовой продукции.
- Автоматизированная система, управляющая производственными процессами.
Кроме указанного оборудования, для организации производства профнастила потребуется отапливаемое помещение, в котором есть кран-балка и выполнено ровное покрытие промышленного пола.
Консольный разматыватель рулона, грузоподъемностью до 10 тонн, предназначается для выполнения размотки металла из ленты и его подачи в прокатный стан производственной линии. Устройство оборудуется автоматикой, позволяющей контролировать провисание петли материала между прокатным станом и непосредственно размотчиком.
Прокатный стан является основным элементом и главным механизмом в комплекте оборудования для производства профнастила. Именно с его помощью происходит получение заданного профиля из гладкой заготовки. В своем составе стан имеет рабочие прокатные клети, которые и выполняют последовательную гибку профлиста. Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Гильотинные ножницы предназначаются для отрезания полученного профилированного листа в назначенный оператором размер. Геометрия ножей ножниц полностью повторяет геометрию изделия, что обеспечивает качественный разрез без загибов и заусенцев. Для обеспечения высокой жесткости всей конструкции ножницы монтируются на единой с прокатным станом раме.
Приемное устройство предназначено для формирования пачек готовой продукции. Длина данного элемента линии зависит от вида профнастила.
Автоматизированная управляющая система связывает в единую сеть все устройства линии, контролирует ее работу, возникновение внештатных и аварийных ситуаций и обеспечивает управление всем комплексом с центрального операторского пульта.
В целом же вложение финансовых средств в производство профнастила, по мнению многих экспертов вполне экономически оправдано. Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам.
Конечно, в целях экономии можно приобрести оборудование для производства профнастила БУ, но в этом случае стоит внимательно изучать предложение и его техническое состояние, так как многие производители, обновляя производственный парк, выставляют на продажу станки находящееся на грани выработки своего ресурса.
Эти же рекомендации относятся и к оборудованию для производства профнастила из Китая. Среди заслуживающих внимания экземпляров иногда встречаются и откровенные имитации известных марок, не имеющих ничего общего с оригинальными станками.
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется , также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
В зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.

Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
 Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
ручной станок для изготовления своими руками и оборудование для проката профлиста
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
- Виды профнастилов. Классификация по назначению
- Характеристики профнастила: длина, ширина, вес, вид профиля
- Несущая способность профнастила: характеристики, справочные величины
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру ООО «НТК»!
Машина для изготовления коробок | Машина для изготовления картонных коробок
Перейти к содержимомуГлавнаяAOPACK2022-08-16T09:34:09+00:00
Самая экономичная машина для изготовления картонных коробок
-
Все настройки вводятся непосредственно с большого 15,6-дюймового удобного сенсорного экрана в течение одной минуты.
-
Поддерживает более 100 стилей коробок, позволяет в любое время изготовить любую коробку любого размера.
-
Подача передней кромки, прорезка пазов, надрезка, продольная резка, обрезка, высечка и встроенное склеивание в одном компактном станке, полностью автоматическом и однопроходном!
Проверить сейчас>>
Основные функции нашей машины
AOPACK BM2508-Plus — это самая передовая и интегрированная машина для изготовления коробок, обеспечивающая решения для мелкосерийного и серийного производства коробок из гофрированного картона.
Подача картона
- Можно загрузить 20-50 листов толщиной от 10 до 2 мм.
- Система непрерывной подачи картона с вакуумным насосом делает подачу картона более точной.
- Два симметричных долбежных ножа 500 мм
- Прорезной нож и биговальная балка интегрированной конструкции
- 4 Режущие ножи, вращаемые серводвигателем, чтобы сделать сторону картонной коробки более красивой и плоской
- 4 биговальных/биговальных ролика
Система поперечной резки
- Отрезать лишний картон без дополнительного разделителя бумаги
- Отверстие для рук, вентиляционное отверстие, закругленные углы особой формы.
- Дешевый модуль и простая замена.
- Автоматическое нанесение в линию холодного склеивания, нет необходимости в дополнительной машине для склеивания.
- Высочайшая эффективность и универсальность.
Рабочий процесс машины для изготовления коробок BM2508 Plus
Комплексные решения для проектов по производству коробок из гофрокартона.
-
Мы можем предоставить конечным пользователям услуги по установке и обучению операторов за границей.
-
У нас есть услуги OEM для нашего партнера, такие как печать логотипа торгового посредника на машине, загрузка логотипа в рабочую программу.
-
Если ваша собственная группа инженеров была хорошо сформирована, мы можем предоставить индивидуальное обслуживание для вашего бизнеса.
Позвоните US
+86 150 2002 3038
Наша электронная почта
Проекты, которые мы обслуживали
.
BM2508-SE — это полностью автоматический многофункциональный станок для изготовления коробок с горизонтальной прорезкой и биговкой, вертикальной прорезкой и биговкой, а также горизонтальной резкой в одной компактной машине.
Боксмейкер BM3000
BM3000 — это полностью автоматическая машина для изготовления коробок с многофункциональными функциями автоматической подачи, прорезки, биговки/биговки, продольной резки, а также высечки через ручное отверстие. На базе машины BM2508-Plus ее максимальная ширина картона была увеличена до 3 метров, а эффективность производства увеличилась на 20%.
Машина для производства клея-расплава 200-HMG200
Машина для производства клея-расплава 200 разработана и изготовлена в качестве дополнения к ведущей в мире машине для изготовления коробок малого тиража AOPACK BM2508-Plus. Простая конструкция HMG200 обеспечивает быструю и эффективную обработку гофрокоробов любого размера.
Почему более 100 клиентов выбирают Aopack
Простая установка
Высокоинтегрированная и интеллектуальная конструкция позволяет вам занять всего несколько часов от получения до завершения установки машины для изготовления коробок Aopack, а затем запустить ее.
Простое техническое обслуживание
Весь процесс предельно прост, никаких сложных операций. Кроме того, ваш собственный оператор может легко выполнять ежедневное или еженедельное техническое обслуживание.
Простота в эксплуатации
Что вам нужно сделать, так это выбрать тип коробки на предварительно запрограммированном сенсорном экране, затем ввести размер коробки и размер материала, вот и все.
Экономия труда
Все настройки могут быть выполнены автоматически в течение 1 минуты с помощью системы управления серводвигателем, без каких-либо других ручных настроек. Требуется только один оператор, что экономит труд.
Индивидуальная упаковка
Изготовители коробок Aopack позволяют предлагать индивидуальные упаковочные решения. Это, безусловно, повысит ценность вашей продукции, в то же время предотвратит повреждение во время транспортировки и повысит удовлетворенность клиентов.
Послепродажное обслуживание
Мы обеспечиваем эффективную онлайн-поддержку послепродажного обслуживания, включая полный набор технических руководств, инструкций, а также обучающие видеоролики. Пользователям будет предоставлена гарантия качества на 12 месяцев. Кроме того, обновления машинной программы всегда будут предоставляться бесплатно в течение всего срока службы машины.
Часто задаваемые вопросы
Как вы обеспечиваете послепродажное обслуживание?Сервис будет онлайн, у нас есть полный набор руководств, инструкций и видео-руководств по установке. Во время Covid мы помогли многим клиентам собрать машину самостоятельно. Этот станок не сложный, его легко установить и запустить в производство в течение одного дня. Также существует онлайн-обучение для ваших операторов.
Есть ли у вас англоговорящий специалист по обслуживанию?Да, у нас есть англоговорящая команда инженеров, которая будет круглосуточной онлайн-службой.
Какое время до отправки машины? Обычное время доставки составляет 20 дней с момента сдачи на хранение, если это официальный праздник, он будет соответственно отложен.
Расходные материалы, которые обычно рекомендуются, это нож для продольной резки и волоконный гребень, которые необходимо заменять каждые шесть месяцев или год.
Какая гарантия на машину?Мы предлагаем один год гарантии с даты установки.
Что говорят о нас наши клиенты
Дилер и партнеры
- Очень конкурентоспособная цена, которая поможет вам сократить расходы и увеличить прибыль.
- Aopack обработает все детали заказа от вашего имени, обеспечив быструю доставку для обеспечения своевременной доставки.
- С отличной командой R & D вы можете протестировать свои бизнес-идеи на рынке, прежде чем принять окончательное решение.
- Aopack помогает отслеживать риски и контролировать их.
Конечные пользователи
Беспокоитесь о сотрудничестве с Aopack? Посмотрите, что говорят наши конечные пользователи о нашей машине для производства коробок из гофрокартона. Вам тоже ПОНРАВИТСЯ иметь с нами дело!
Работать с Aopack было приятно с самого первого дня. Очень быстрая связь, все технические документы и материалы в наличии, никаких проблем и обо всем можно договориться. Анна Цинь всегда очень помогает с продажами. Также скорость отправки как машин, так и запчастей выше стандартной. Компания всегда честно сообщает обо всем и о том, как обстоят дела. В целом сотрудничество очень хорошее.
Петр Скотак в Verso Trade в Чехии , торговец машинами
Посмотрев на других производителей этого типа оборудования, мы решили добавить Aopack в наше портфолио, и это было отличное решение. Работать с Анной в отделе продаж и в сервисной команде Aopack — настоящее удовольствие, особых хлопот не возникает. Продав несколько единиц гофропереработчикам, мы теперь получаем постоянных клиентов, уже одно это говорит о том, насколько хорошо это оборудование.
Пол Херсон, менеджер по продукции GTS Europe Ltd , продавец машин
PrintPack продал несколько машин AOPACK в России. По нашему мнению, оборудование является надежным и конкурентоспособным решением на рынке коробок по требованию для производства гофроящиков. Наши клиенты довольны оборудованием, которое соответствует всем их ожиданиям. И мы, PrintPack, как партнер AOPACK в России, довольны технической поддержкой, которую AOPACK предоставила нам. В этом году мы планируем продолжить сотрудничество с AOPACK и продать больше цифровых резаков на российский рынок.
Марина Чалых , руководитель отдела продаж PrintPack в России
Хотите машину для изготовления коробок?
Мы предлагаем широкий спектр машин для изготовления коробок, чтобы удовлетворить потребности вашего бизнеса
Свяжитесь с нами сейчас
Ссылка для загрузки страницы Перейти к началуГофроподдоны своими руками | Packaging World
Поддоны из гофрированного картона продаются главным образом из-за их заявленных преимуществ по сравнению с деревянными поддонами. Эти преимущества связаны с затратами и эффективностью по всей цепочке поставок, особенно в том, что касается транспортировки, хранения, обработки, безопасности и устойчивого развития. Правда, для всех типов поддонов преимущества сопряжены с недостатками, что требует принятия решений на основе конкретных соображений в рамках системного подхода. Теперь у компаний, решивших использовать гофрированные поддоны, есть дополнительное решение: производить ли сборку собственными силами.
Самостоятельная сборка гофрированных поддонов более практична, чем деревянных, как минимум по трем причинам. Во-первых, гофрокартон представляет собой искусственный материал, не подверженный дефектам, таким как сучки, гниль и кора, что облегчает некоторые аспекты проверки. Во-вторых, поддоны из гофрированного картона не требуют ни гвоздей, ни скоб, ни инструментов для их установки, что упрощает их сборку. В-третьих, составные части гофрированных поддонов менее тяжелые, чем деревянные аналоги, а значит, менее требовательны к сборщикам физически.
Несмотря на вышесказанное, решение может сводиться к тому, может ли компания лучше использовать персонал и пространство, которое будет выделено для сборки поддонов на месте. Таким образом, конкурентное преимущество получает поставщик, чья система требует наименьшего количества персонала и минимальной занимаемой площади, соизмеримой с желаемым качеством и желаемым количеством.
Количества заслуживают дальнейшего комментария, поскольку собственная сборка предполагает пороговый уровень. Степень превышения этого уровня служит обоснованием установленной степени автоматизации. В нижней части континуума находятся сборочные столы, характеристики которых соответствуют характеристикам конструкции гофрированного поддона. Стола с плоской поверхностью, например, предположительно достаточно для сборки стрингеров и блочных поддонов. Напротив, сборка поддона, сделанного из пары вырубных заготовок, имеющих взаимосвязанные выступы и прорези, лучше обслуживается столом с определенными выступами на поверхности, которые ограничивают и ориентируют.
На верхнем конце континуума находятся различные типы автоматизированного оборудования, различающиеся по подаче, сборке, креплению и продолжительности цикла в дополнение к требованиям оператора. Использование энергии может быть еще одним отличительным признаком. Еще одним может быть гибкость: оборудование будет приспособлено к конкретной конструкции поддона, но может ли оно работать с другими размерами?
Различные поставщики высказывают разные мнения относительно приобретения. Один из них – это прямая покупка и владение. Другой должен взиматься ежемесячно, в соответствии с записанными компьютером циклами. Во всех случаях при анализе следует использовать соответствующие инструменты учета, относящиеся к капитальному оборудованию.
Не факт, что гофрокомпоненты поступят от поставщика оборудования. Одна бизнес-модель заключается в том, что поставщик оборудования разрабатывает матрицы, а затем поставляет их производителям гофрированного картона, используя эту хорошо зарекомендовавшую себя инфраструктуру. Это позволяет, например, использовать местные источники, позволяя компании заказывать компоненты поддонов из гофрированного картона на том же предприятии, которое поставляет гофрированные транспортные контейнеры.
Производство поддонов из гофрокартона своими руками конкурирует с производством предварительно собранных бумажных поддонов, состоящих из гофрированного картона, твердого древесноволокнистого картона, сот или гибридных материалов. Но это конкуренция, которая в лучшем случае приведет к скромному росту. Подавляющее большинство из миллиардов поддонов, находящихся в эксплуатации по всему миру, сделаны из дерева; Таким образом, конкурентная стратегия для поддонов из гофрированного картона «сделай сам» должна быть направлена на завоевание доли рынка за счет древесины.
Поддоны из гофрированного картона лучше всего подходят для розничной торговли, где грузы на поддонах находятся в диапазоне от легкого до среднего веса. В эту категорию попадают продукты питания, напитки, фармацевтические препараты, средства личной гигиены, косметика, бытовая химия, мелкие скобяные изделия, игрушки, средства по уходу за автомобилем и (по праву) товары для дома. Хотя это и не исчерпывающий список, он представляет большинство товаров, продаваемых в розницу.
Из этого следует, что признание розничных продавцов (таких как Wal-Mart, Sam’s Club, Costco, Kroger, Home Depot и т. д.) имеет решающее значение для успеха поддонов из гофрированного картона (хотя розничных продавцов вряд ли заботит, являются ли поддоны качественными). DIY или предварительно собранный). Кому нужно добиваться розничной торговли? Это поставщик поддонов или пользователь поддонов? Ответ оба. Среди различных предложений, которые могут быть сделаны розничной сети, есть и предложение дохода: поддоны из гофрированного картона можно уплотнить вместе с коробками из гофрокартона и продать переработчикам.
Дело не в том, что потребители настолько очарованы деревянными поддонами, что не замечают их недостатков. Итак, какие соблазны может предложить индустрия производства гофрированного картона своими руками? Какими бы ни были детали, они не должны затушевывать самые распространенные опасения по поводу поддонов из гофрированного картона, два из которых здесь обсуждаются.
Любой поддон──в первую очередь──является несущей площадкой; следовательно, потенциальных покупателей необходимо убедить в том, что гофрокартон подходит для этой цели. Гофрированный поддон, который не может выдержать более 1000 фунтов. весьма ограничен в своих возможностях посягнуть на древесину, даже принимая во внимание вышеупомянутый список товарных категорий. Несущая способность — это динамичная, многомерная концепция, которая проявляется в разное время в цепочке поставок. Один пример касается конструкции стеллажей для хранения, в частности, количества центральной опоры для поддона. Недостаточная центральная опора может привести к изгибу деревянных поддонов, а последствия для поддонов из гофрированного картона могут быть еще более опасными.
Будучи изготовленным из бумаги, гофрокартон гигроскопичен, что заставляет задуматься потенциальных покупателей, особенно тех, чья цепочка поставок относится к разновидности холодовой цепи. Но независимо от типа цепочки поставок последствия гигроскопичности могут варьироваться в зависимости от сезона и географического положения. Влагостойкость профнастила можно повысить покрытиями и пропитками; однако возможным компромиссом является снижение возможности вторичной переработки такого обработанного гофрокартона. Какими бы ни были лучшие достижения отрасли в борьбе с влажностью/влажностью, маловероятно, что отрасль будет рекомендовать хранение на открытом воздухе или прямое воздействие неблагоприятных погодных условий.
Поставщики оборудования для поддонов из гофрированного картона, сделанных своими руками, имеют свои средства, чтобы справиться с опасениями потенциальных покупателей, подчеркивая при этом области экономии и эффективности. Предоставленная информация должна быть такого типа, который дает возможность потенциальным покупателям накручивать собственные цифры. В этом разница между быть ведомым и быть ведомым.
Тем не менее, на пути к установлению отношений между поставщиком и покупателем необходимо следовать логическим шагам. Во-первых, необходимо установить требования к производительности, и, как было сказано в начале этой статьи, системный подход к конкретному случаю является ключевым. Затем требования к производительности необходимо преобразовать в спецификации с подробным описанием конструкции поддона и материалов. Последняя включает в себя свойства облицовки (т. е. базовый вес), типы канавок и клеи. Также необходимо указать, должен ли гофрокартон быть первичным крафт-бумагой, или если содержание вторичной переработки разрешено, процент и другие ограничения. Далее следует тестирование прототипов в репрезентативных условиях; в конце концов, поддон должен легко интегрироваться, не вызывая сбоев в цепочке поставок. Затем необходимо изготовление инструментов (например, штампов), необходимых для полномасштабного производства. И, наконец, есть доставка, обслуживание клиентов и все, что связано с длительными отношениями.
На кабельном телевидении есть канал DIY Network, где можно получить практические советы, но не ожидайте увидеть репортаж о сборке поддонов из гофрированного картона на месте. Но что касается будущего этих поддонов, как гласит старая телевизионная поговорка: следите за обновлениями.
____________________________________________________________________________
Стерлинг Энтони, CPP, консультант, специализирующийся на упаковке, маркетинге, логистике и человеческом факторе. Его контактная информация: 100 Renaissance Center, Box-176, Detroit, MI 48243; телефон 313-531-1875; [email protected]; www.pkgconsultant.com
Как превратить одноразовый картон в аркадную игру своими руками | CU Boulder Today
Изображение баннера: Игроки мчатся в игре под названием «Lightcycles» на паре платформ Tinycade. (Фото: Peter Gyory)
Как и многие люди в Колорадо, Питер Gyory провел пик пандемии COVID-19, сидя дома без дела. Затем исследователь, гейм-дизайнер по образованию, заметил все случайные материалы, которые валялись у него дома.
«Я был очень расстроен тем, что не могу делать игры, — сказал Дьери, докторант Института ATLAS Калифорнийского университета в Боулдере. «Я понял, что окружен картоном. Я подумал: «Как бы я мог сделать из этого игру?»
Так родился Tinycade. Этот проект, детище Дьери и его коллег из ATLAS, привносит в мир видеоигр дух «сделай сам». Tinycade позволяет любому и в любом месте создать рабочий аркадный автомат, который поместится на кухонном столе или даже на подставке для телевизора. Все, что вам нужно, это смартфон, немного картона, два маленьких зеркала и безделушки, такие как резинки и зубочистки. Другими словами: мусор.
«Ограничение, которое я поставил себе, заключалось в том, что если вы не можете пойти в продуктовый магазин и купить его, я не могу использовать его в Tinycade», — сказал Дьери.
В прошлом месяце он представил изобретение своей команды на конференции Ассоциации вычислительной техники по творчеству и познанию в Венеции, Италия.
Дьери и его коллегам еще предстоит устранить некоторые недочеты, но он приглашает заинтересованных геймеров подключиться для бета-тестирования платформы. В настоящее время он разрабатывает серию первых игр для Tinycade. Среди них Claw, версия классической аркадной игры Space Invaders, и De Volta, игра, похожая на «игру в гольф с космическим кораблем», которую он разработал вместе с Энриком Ллагостерой из Университета Конкордия в Канаде.
Команда, однако, надеется, что однажды платформа позволит игрокам придумать свои собственные, невиданные ранее способы погружения людей в цифровой мир
«Когда мы с Питером ходим на конференции, он будет демонстрировать все эти разные виды игр: игры, в которых вы едете верхом на лошади, сражаетесь на пиратском корабле», — сказала Эллен До, один из членов команды Tinycade и профессор ATLAS и Департамента компьютерных наук. «Почему вы должны использовать стандартный интерфейс клавиатуры для всех этих игр?»
Чтобы управлять играми Tinycade, камера вашего телефона считывает цифровые «маркеры» на нижней карте контроллеров. (Фото: Peter Gyory)
Творческие машины
Это тема для исследовательской группы До, которая называет себя ACME Lab — намек на вымышленную мультипликационную компанию, которая производит все, от таблеток от землетрясений до обезвоженных валунов.
«Мы делаем машины, которые помогают людям быть более творческими», — сказал До.
Ранее Дьери и его коллега-аспирант Клемет Чжэн вместе работали над игрой под названием «Горячая замена». В этой видеоигре два игрока объединяются, чтобы управлять пиратским кораблем в опасных водах. Изюминка заключается в том, что игроки должны быстро переключаться между набором пластиковых контроллеров, чтобы оставаться на плаву. Рукоятка опускает паруса, штурвал заставляет корабль поворачиваться, а набор переключателей заряжает и стреляет из пушек.
«Мы хотели, чтобы люди чувствовали, что они возятся с контроллером и, возможно, даже теряют части в процессе», — сказал Дьери.
Космическое вторжение
Tinycade выводит эту тактильную самодельную энергию на новый уровень.
Когда платформа будет развернута, геймерам нужно будет выполнить всего несколько простых шагов: Во-первых, вы скачаете набор трафаретов, которые помогут вам вырезать и собрать игровой автомат из ненужного картона. Затем вы вставляете свой телефон в качестве экрана.
Нажмите, чтобы увеличить
Контроллеры Tinycade могут быть разных форм и размеров. (Источник: Peter Gyory)
Контроллеры машины также сделаны из картона и могут быть сконфигурированы в самые разные дизайны — от стандартных крестовин и джойстиков для видеоигр до ручек, ползунков, переключателей и многого другого. На платформе Tinycade есть набор зеркал, которые позволяют камере вашего смартфона видеть, что происходит под этими элементами управления. Если вы нажмете, скажем, вправо на крестовине, части сдвинутся, чтобы показать цифровой «маркер», который выглядит как простой QR-код. Ваш телефон обнаружит этот маркер, а затем скажет персонажу на экране двигаться вправо.
«Я брал платформу на конференции и вынимал контроллер, чтобы показать, что внутри», — сказал Дьери. «Всегда был момент осознания того, что мне нравилось, когда люди видели, как это работает».
В игре Claw, которую разработал сам Дьери, игрокам предстоит отбиваться от полчищ приближающихся инопланетных кораблей. Вы скользите по картонной клешне, затем щипаете, когда хотите, и хватаете крюком один из вражеских кораблей.
У команды, однако, есть более амбициозное видение Tinycade: Дьери и его коллеги надеются, что пользователи вскоре смогут использовать платформу для создания новых типов контроллеров для любой игры, о которой они только могут подумать.
«Как только эта система будет введена, мы хотим, чтобы игроки могли сказать: «Вот Пакман». Давайте сделаем новый контроллер, чтобы перемещать Pacman», — сказал он.
Лучше всего то, что четверти не требуются.
МАШИНА ДЛЯ МАШИНЫ ДЛЯ КАРТОННЫХ ГУМБОЛОВ Сделай сам — привет, чудесная
Используя этот сайт, вы соглашаетесь с нашими Условиями использования. Этот пост может содержать партнерские ссылки. Ознакомьтесь с нашей политикой раскрытия информации.
Подпишитесь на нас в Instagram , чтобы узнать больше интересных идей для детей!Посмотрите видео ниже, чтобы увидеть эту креативную машину «Сделай сам» из картона для жевательной резинки в действии . Не забудьте подписаться на наш канал YouTube , чтобы получать больше интересных видео!
Эта творческая машинка для изготовления картонных жвачек, сделанная своими руками, действительно работает и представляет собой забавную поделку для детей из переработанных материалов.
Некоторое время назад в своих историях в Instagram я поделился картонной машиной для жевательной резинки ручной работы, которую моя дочь сделала из картона , прозрачного пластикового контейнера, ленты и трубка от туалетной бумаги.
Инженерная концепция присутствовала, но с точки зрения функциональности она не раздавала жевательные резинки в сто процентов случаев. Однако это определенно была пятерка по дизайну и усилиям!
Я знала, что моя дочь что-то задумала, поэтому обратилась за помощью к моей творческой подруге Кэтрин из @cardboardfolk , также известной как экстраординарный фокусник картона.
Кэтрин взяла прототип Алии и превратила его в действующий шедевр.
Взгляните на эту красивую, функциональную и работающую машину для изготовления картонных гамболов, сделанную своими руками!
Самое приятное то, что у вас, вероятно, есть все необходимое, чтобы сделать его вместе с детьми. И у вас есть очень приятный стимул и награда после выполнения!
Этот креативный автомат с жевательной резинкой делает забавную поделку из переработанных материалов для детей.
МАШИНА ДЛЯ МАТЕРИАЛА ДЛЯ МАТЕРИАЛОВМатериалы:
1 лист толстого картона прибл.
4мм Толщина1 лист тонкого картона прибл. 2mm Thick
1 x Toilet Paper Roll
1 x Jumbo Pop Stick
1 x Plastic Domed Drink Lid
Pencil
Scissors
Box Cutter
Hot Glue Gun
Ruler
Cutting mat or similar to protect Ваша поверхность
ИНСТРУКЦИЯ
Шаг 1:
Вырежьте детали для основы, вам потребуется:
2 x ПЕРЕДНЯЯ / ЗАДНЯЯ ЧАСТЬ: 8,5 см x 13 см
2 стороны: 7,7 x 13 см
1 x НИЖНЯЯ сторона: 7,7 x 7,7 см
1 x ВЕРХ: 8,5 x 8,5 см
Шаг 2:
Используйте ролик TP, чтобы отметить круг Детали спинки и вырезаем, она должна быть по центру и 3см от верха. Отметьте и вырежьте дополнительный прямоугольник размером 3 см x 2,5 см в центре нижней части ПЕРЕДНЕЙ ЧАСТИ
Шаг 3:
Вырежьте детали пандуса, вам потребуется:
2 стороны пандуса: 7,5 см В x 6 см Ш
1 x СЛАЙД: 4 см x 10 см (из тонкого картона – оберните его вокруг цилиндрического объекта, чтобы создать дугу)
2 КРАЯ РАМА: 7,5 см x 2 см
Этап 4:
Склейте рампу, вставив СКОЛЬЗЯ между СТОРОНАМИ РАМА
Шаг 5:
Соберите основание.
Начните с приклеивания рампы к НИЖНЕЙ части, убедившись, что горка наклонена вперед и находится по центру. Приклейте ПЕРЕДНЮЮ, ЗАДНЮЮ и БОКОВЫЕ части на место.Шаг 6:
Приклейте КРАЯ РАМПЫ под углом от верхней части СТОРОНЫ РАМПЫ к СТОРОНАМ основания. Это предотвратит застревание любых своенравных шариков жевательной резинки по бокам.
Шаг 7:
Обрежьте TP Раскатайте по размеру, он должен быть прибл. на 2 мм длиннее основания с каждой стороны. Отметьте центр и вырежьте отверстие диаметром около 2 см.
Шаг 8:
Сделайте небольшое ведерко из тонкого картона, вырезав круг прибл. 2см в диаметре, приклейте по периметру полоску изогнутого картона шириной примерно 1,2см. Поместите ведро внутри выреза TP Roll и приклейте на место.
Шаг 9:
Вырежьте две прорези в TP Сверните палочку по ширине. Он должен располагаться примерно на 5 мм впереди и сбоку от ковша. Обрежьте поп-стик по размеру, он должен быть около 5 мм. Расположите рулон TP на месте прорезями СПЕРЕДИ, прежде чем приклеивать Pop Stick на место
Шаг 10:
Вырежьте куполообразную крышку для напитков, чтобы она была высотой 3 см, и приклейте ее к основанию.
Он должен прилегать к ролику TP, чтобы при повороте ручки палочка слегка сгибала пластик (это поможет убедиться, что шарик жевательной резинки каждый раз попадает в ваше ведро!)Шаг 11:
Вырежьте 3 картонных круга немного большего размера чем ваш TP Roll, чтобы сделать ручки поворота. Приклейте 2 к переду и 1 к спинке. При желании можно также приклеить на лицевую сторону деревянную бусину
Шаг 12:
Вырежьте отверстие в ВЕРХНЕЙ части основания примерно 3 см х 3 см и приклейте его на место
Шаг 13:
Возьмите пластиковый контейнер или банку и аккуратно вырежьте отверстие в дне примерно такого же размера.
Шаг 14:
Сделайте колпачок для крышки банки из тонкого картона. Наполните автомат с жевательной резинкой, завинтите крышку и поиграйте с ней!
О CARDBOARDFOLK
Я Кэтрин , дизайнер интерьеров, превратилась в энтузиаста картона и координатора хаоса для 3 маленьких людей, живущих в солнечном Квинсленде, Австралия. Мое любимое оружие — пистолет с горячим клеем, и в любой день вы можете увидеть, как я прокладываю себе путь через мусорную корзину. Почтовые ящики — мой язык любви! Имея опыт работы в области дизайна, я привношу любовь к архитектуре и инженерному делу за верстак, мне нравится проверять пределы того, что можно создать из картона. У меня всегда есть проект, или два, или три на ходу. Классический прокрастинатор. Серийный писатель списков. я начал Cardboardfolk , чтобы привить моим детям любовь к творчеству и переработке. Я все о том, чтобы использовать потенциал повседневных предметов, забытых и выброшенных, и дать им новую жизнь. Вы можете найти больше идей в Instagram @cardboardfolk
Get Cardboard – Google VR
Google Cardboard предлагает всем пользователям захватывающий опыт простым и доступным способом. Независимо от того, складываете ли вы собственное приложение или покупаете сертифицированное средство просмотра, вы всего в одном шаге от того, чтобы испытать виртуальную реальность на своем смартфоне.
Среди множества программ просмотра вы обязательно найдете то, что подходит именно вам.
- Сортировать по:
Цена
Все
$10,00 — $19,99
$20,00 — $29,99
$30,00+
Материал
Все
Картон
Пластик
Нейлон АБС
Размер экрана телефона
Все
4,0 — 4,49 в
4,5 — 4,99 в
5,0 — 5,49 в
5,5 — 5,99 в
6,0 — 6,49 в
6,5 — 7 в
. См. часто задаваемые вопросы
Вьюжн V3
Вьюжн
Купить $8,95
Максбокс VR
Максбокс
Купить
$9. 00
ПОП! 3.0
Мистер Картон
Купить $11,50
Нокс V2
Нокслабс
Купить $10.00
V2
Я КАРТОН
Купить $14,99
ОК 2.
0Неофициальный картон
Купить $14,95
ДСКВР
Я КАРТОН
Купить $19,99
Боксглас Вуд 2.0
Боксгласс
Купить $15,80
Р2
ДОДОкейс
Купить $17,50
ЗАХВАТИТЬ VR
Хомидо
Купить 29,99 $
Хомидо «Мини»
Хомидо
Купить $16,70
СМАРТвр
ДОДОкейс
Купить $39,95
Часто задаваемые вопросы
Как узнать, какие программы просмотра будут работать с моим телефоном?
Выберите программу просмотра, соответствующую размеру экрана вашего телефона. Большинство приложений Cardboard работают со смартфонами Android 4.1+ и новейшими версиями iOS. Политика листинга
Если вы хотите сертифицировать средство просмотра для работы с Google Cardboard, посетите страницу производителей.
Посмотреть больше часто задаваемых вопросов
Где я могу найти приложения для Cardboard?
В приложении Google Cardboard на Android и iOS вы можете найти приложения Cardboard, выбрав «ПОЛУЧИТЬ ПРИЛОЖЕНИЯ». Вы также можете найти другие приложения, посетив Play Store или выполнив поиск «Cardboard» или «Virtual Reality» в Apple App Store.
Могу ли я использовать Cardboard, если я ношу очки?
Да, Cardboard работает с большинством очков. Некоторые очки могут быть более удобными для зрителя, чем другие, а некоторые зрители могут быть более удобными для просмотра в очках, чем другие. Подробности смотрите на сайте конкретного зрителя.
Могу ли я использовать коробку для пиццы, чтобы сделать свою собственную программу просмотра Cardboard?
Да. Убедитесь, что вы заказываете очень большой.
Сделай сам
Чтобы создать собственное средство просмотра, все, что вам нужно, — это несколько повседневных предметов, которые вы можете найти в своем гараже, в Интернете или в местном хозяйственном магазине: картон, линзы, магниты, застежка-липучка и резиновая лента.
Скачать инструкции Для производителей
картон
Лист гофрированного картона, предпочтительно E Flute (гофрокартон бывает разной толщины, называемый «гофрокартон»), доступный во многих магазинах товаров для творчества и в Интернете. Для достижения наилучших результатов вам следует искать прочный тонкий картон (прочная обувная коробка, а не коробка для переезда). Минимальный размер: 8,75 дюйма (22 см) на 22 дюйма (56 см) и толщина 0,06 дюйма (1,5 мм). Интернет-источники здесь и здесьЛинзы
Это самый сложный компонент. Могут подойти объективы с фокусным расстоянием 45 мм. Двояковыпуклые линзы работают лучше всего, потому что они предотвращают искажение по краям.Магниты
Один неодимовый кольцевой магнит — вот так — и один керамический дисковый магнит — вот так. Приблизительный размер: 0,75 дюйма (19мм) в диаметре и толщиной 0,12 дюйма (3 мм).Застежка-липучка
Две полоски обычной прочной застежки-липучки на клейкой основе. Приблизительный размер: 0,75 дюйма (20 мм) на 1,25 дюйма (30 мм).Резинка
Одна резинка, чтобы телефон не выскальзывал. Минимальная длина 3,2 дюйма (8 см).Метка NFC (необязательно)
Одна наклейка с меткой NFC. Запрограммируйте его с URL-адресом картон://v1.0.0
Сделай это своим
Независимо от того, покупаете ли вы предварительно собранный просмотрщик или создаете его с нуля, практически нет предела вашему творчеству с Cardboard, как доказывают эти привлекательные примеры.
В чем разница между ECT и BCT для коробок из гофрированного картона?
Основная роль гофроупаковки заключается в защите и транспортировке товаров на пути от производителя к конечному потребителю с возможными остановками по пути. По многим причинам обеспечение того, чтобы целостность коробки из гофрокартона соответствовала продукту, который она содержит, является важным шагом в разработке индивидуальной упаковки. Слишком большой или слишком тяжелый материал, и вы платите за лишний вес и пространство. Слишком маленький или слишком тонкий материал, и вы рискуете получить поврежденные или неисправные коробки (и потенциально поврежденные товары).
Прочность материала является одним из основных параметров, по которым измеряется эффективность коробки из гофрокартона.
Ящики изготовлены из гофрокартона, состоящего из волнистого (гофрированного) слоя бумаги, зажатого между двумя внешними бумажными вкладышами. Гофрокартон бывает разного размера, что приводит к разной толщине плит.
Прочность гофрированного картона может варьироваться в зависимости от размера гофрокартона, веса бумаги, используемой машиной для гофрирования, и состава используемых материалов. Например, гофрокартон, на 100% переработанный после потребления, не так прочен, как ДВП, изготовленный из первичных материалов. Это связано с тем, что в процессе переработки бумажные волокна, из которых состоит целлюлоза, разрушаются, в результате чего получаются более короткие волокна, которые не могут выдержать такого сильного давления.
А как на самом деле измеряется прочность ящика из гофрированного картона и какое это имеет значение?
Что такое ЭСТ?
Испытание на сжатие на кромку (ECT) используется для оценки прочности гофрированного картона путем измерения поперечного смятия образца заданного размера в лабораторных условиях в соответствии со стандартным испытанием TAPPI/ASTM. Этот метод позволяет получить данные о способности конкретной конструкции плит сопротивляться смятию под действием вертикального давления, возникающего при штабелировании. ECT — общеотраслевой стандарт для сравнительного анализа «прочности при штабелировании» различных сортов гофрированного картона. ECT измеряется в фунтах на погонный дюйм несущей нагрузки кромки (фунт/дюйм), однако обычно выражается как значение ECT, например 44 ECT. Затем это значение используется для расчета теоретической прочности коробки на сжатие.
Изображение предоставлено Ральфом Янгом / AICC
Проще говоря, ECT оценивает минимальное вертикальное давление, необходимое для разрушения коробки из гофрокартона. Этот тест является подходящим показателем прочности для большинства коробок, поскольку они должны выдерживать штабелирование на поддонах, в транспортных контейнерах и в грузовиках, прежде чем они достигнут конечного пункта назначения. Это большое давление!
Однако ЭСТ — не единственный способ оценить относительную прочность коробки и, возможно, не единственная точка данных, которую стоит учитывать при разработке собственной индивидуальной упаковки.
Что такое BCT? Тест на сжатие коробки (BCT) рассматривает проблему немного по-другому. Вместо того, чтобы выражать прочность гофрокартона без учета продукта, который он несет, или формата коробки, значения BCT сообщают о характеристиках, которые необходимы компании для получения этого конкретного предмета упаковки. BCT учитывает такие переменные, как то, что помещается в коробку, как коробка будет штабелироваться или укладываться на поддоны, а также срок службы коробки, чтобы получить целевое значение сжатия, соответствующее ожиданиям клиента.
Изображение предоставлено Kruger
Например, компании может потребоваться коробка со стоимостью BCT 500 фунтов. Это позволяет производителю удовлетворить это требование любым количеством способов, определяя комбинации материалов, размеров и структурных конструкций, которые приводят к получению коробки с BCT 500. Вместо того, чтобы сосредотачиваться на материале коробки как на единственном показателе прочности, BCT выглядит на общую картину и принимает во внимание многие другие факторы, чтобы прийти к более точному решению.
Изображение предоставлено Ральфом Янгом / AICC
Три коробки с одинаковыми значениями ECT, но разными значениями BCT.
Какая мера лучше – ЭШТ или ПКТ? В конце концов, ECT и BCT — это два разных способа оценки производительности коробки, и оба могут предоставить ценную информацию при разработке вашей собственной индивидуальной упаковки.
Для бренда очень важно быть уверенным в том, что ваша коробка не сломается под тяжестью продукта и не раздавится при транспортировке. Таким образом, выбор поставщика упаковки, который может работать с вами, чтобы уточнить конкретные характеристики производительности, которым должна соответствовать ваша упаковка, а затем предоставить решение, соответствующее этим целям, является ключом к вашему успеху.
По мере того, как вы расширяете свой бизнес, ECT может предоставить достаточно данных, чтобы в целом дать рекомендации по развитию вашей транспортной коробки. По мере того, как ваша компания будет развиваться и вы сможете предоставить производителю упаковки более подробную информацию о паллетировании и логистике продукции, вы можете рассмотреть возможность оценки вашей текущей упаковки с точки зрения BCT, чтобы усовершенствовать коробку в соответствии с более подходящим набором условий производительности.
Готовы помочь Удостоенная наград команда дизайнеров-конструкторов BoxMaker готова помочь вам оценить вашу текущую упаковку и оценить ее эффективность с учетом конкретных потребностей вашей цепочки поставок.